Procedura oceny zgodności z dyrektywą ciśnieniową PED
Ocena zgodności jako proces poprzedzający wprowadzenie wyrobu na rynek, przeprowadzany przez producenta, jest działaniem, którego celem jest weryfikacja zgodności wyrobu z przepisami prawa w zakresie określonym przez dyrektywy UE, które mają zastosowanie do danego wyrobu. W procesie tym zadaniem jednostki notyfikowanej jest wykazanie, że określony wyrób i proces jego produkcji jest zgodny z wymaganiami określonymi w normach i przepisach prawnych.
W wyniku procesu oceny zgodności producent wyrobu otrzymuje certyfikat zgodności lub świadectwo zgodności potwierdzające spełnienie przez wyrób określonych wymagań. Dla realizacji procesu oceny jednostka notyfikowana powinna zapewnić jednolite zasady przeprowadzania oceny zgodności wyrobów podlegających oznakowaniu CE z wymaganiami zasadniczymi i szczegółowymi oraz specyfikacjami technicznymi w stosunku do wszystkich wnioskujących (producentów lub upoważnionych przedstawicieli producentów). Jednostka prowadząc oceny wyrobów w zakresie których została notyfikowana powinna mieć ustalone zasady i sposób postępowania w procesie oceny zgodności wyrobów, zgodne z wymaganiami przepisów prawnych oraz normy PN-EN ISO/IEC 17065. W przypadku wyrobów podlegających dyrektywie Parlamentu Europejskiego i Rady 2014/68/UE z dnia 15 maja 2014 r. w sprawie harmonizacji ustawodawstw państw członkowskich odnoszących się do udostępniania na rynku urządzeń ciśnieniowych (w skrócie PED – Pressure Equipment Directive) implementującym ją do krajowego porządku prawnego jest aktualnie obowiązujące Rozporządzenie Ministra Rozwoju z dn. 11.07.2016 r. w sprawie wymagań dla urządzeń ciśnieniowych i zespołów urządzeń ciśnieniowych.

Procedury oceny zgodności, które mają być zastosowane do danego urządzenia ciśnieniowego, ustala się na podstawie kategorii do której zaliczono urządzenie zgodnie z w/w Rozporządzeniem. Procedury te, możliwe do zastosowania w odniesieniu do rożnych kategorii urządzeń ciśnieniowych, są następujące:
1) dla kategorii I – wewnętrzna kontrola produkcji (moduł A), o której mowa w części I załącznika nr 2 do rozporządzenia;
2) dla kategorii II:
- a) wewnętrzna kontrola produkcji oraz nadzorowana kontrola urządzeń ciśnieniowych w losowych odstępach czasu (moduł A2), o której mowa w części II załącznika nr 2 do rozporządzenia,
- b) zapewnienie jakości procesu produkcji (moduł D1), o której mowa w części VI załącznika nr 2 do rozporządzenia,
- c) zapewnienie jakości kontroli i badania gotowych urządzeń ciśnieniowych (moduł E1), o której mowa w części VIII załącznika nr 2 do rozporządzenia;
3) dla kategorii III:
- a) badanie typu UE (typ projektu) – moduł B (typ projektu) łącznie z modułem D (zgodność z typem na podstawie zapewnienie jakości procesu produkcji), o których mowa odpowiednio w części III i V załącznika nr 2 do rozporządzenia,
- b) badanie typu UE (typ projektu) – moduł B (typ projektu) łącznie z modułem F (zgodność z typem w oparciu o weryfikację urządzeń ciśnieniowych), o których mowa odpowiednio w części III i IX załącznika nr 2 do rozporządzenia,
- c) badanie typu UE (typ produkcji) – moduł B (typ produkcji) łącznie z modułem E (zgodność z typem w oparciu o zapewnienie jakości urządzeń ciśnieniowych), o których mowa odpowiednio w części III i VII załącznika nr 2 do rozporządzenia,
- d) badanie typu UE (typ produkcji) – moduł B (typ produkcji) łącznie z modułem C2 (zgodność z typem w oparciu o wewnętrzną kontrolę produkcji oraz nadzorowaną kontrolę urządzeń ciśnieniowych w losowych odstępach czasu), o których mowa odpowiednio w części III i IV załącznika nr 2 do rozporządzenia,
- e) zgodność oparta na pełnym zapewnieniu jakości – moduł H, o której mowa w części XI załącznika nr 2 do rozporządzenia;
4) dla kategorii IV:
- a) badanie typu UE (typ produkcji) – moduł B (typ produkcji) łącznie z modułem D (zgodność z typem w oparciu o zapewnienie jakości procesu produkcji), o których mowa odpowiednio w części III i V załącznika nr 2 do rozporządzenia,
- b) badanie typu UE (typ produkcji) – moduł B (typ produkcji) łącznie z modułem F (zgodność z typem w oparciu o weryfikację urządzeń ciśnieniowych), o których mowa odpowiednio w części III i IX załącznika nr 2 do rozporządzenia,
- c) zgodność w oparciu o weryfikację jednostkową – moduł G, o której mowa w części X załącznika nr 2 do rozporządzenia,
- d) zgodność oparta na pełnym zapewnieniu jakości oraz badaniu projektu – moduł H1, o której mowa w części XII załącznika nr 2 do rozporządzenia.
Proces oceny zgodności realizowanej przez jednostkę notyfikowaną obejmuje:
– złożenie i przegląd wniosku
– zawarcie umowy
– ocenę
– przegląd i decyzje
– wydanie dokumentu potwierdzającego zgodność
– nadzór

Personel do wykonywania zadań związanych z oceną zgodności wyznaczany jest stosownie do posiadanych kompetencji i wymagań określonych dyrektywą PED 2014/68/UE dla wykonywania zleconych zadań w procesie oceny zgodności.
Przegląd wniosku ma na celu zapewnienie, aby informacja o kliencie i wyrobie była wystarczająca do przeprowadzenia procesu certyfikacji i aby wszystkie znane różnice w rozumieniu zagadnień pomiędzy jednostką certyfikującą i klientem, łącznie z uzgodnieniem dotyczącym norm lub innych dokumentów normatywnych, zostały rozwiązane. W ramach przeglądu wniosku jednostka notyfikowana powinna zdefiniować zakres wnioskowanej oceny, zapewnić dostępność środków do przeprowadzenia wszystkich działań związanych z oceną oraz kompetencje i możliwości do prowadzenia działań.
W przypadku identyfikacji wyrobów, z którymi jednostka nie miała wcześniejszego doświadczenia wyroby mogą być traktowane jako tego samego typu, jeżeli wiedza dotycząca wymagań, cech i technologii odnosząca się do jednego wyrobu jest wystarczająca do zrozumienia wymagań, cech i technologii innego wyrobu. W takich przypadkach jednostka zapewnia, że ma kompetencje i możliwości do podjęcia wszystkich wymaganych działalności w zakresie oceny zgodności i utrzymuje zapis uzasadnienia decyzji dotyczącej podjęcia oceny zgodności lub odmawia podjęcia określonej oceny zgodności, jeżeli brakuje jej jakichkolwiek kompetencji lub możliwości wymaganych do podjęcia takiej działalności. Jednostka notyfikowana opiera się także na ocenach zgodności przeprowadzonych wcześniej dla tego klienta lub innych klientów, wówczas odnosi się do istniejącej oceny zgodności i na życzenie klienta dostarcza uzasadnienie pominięcia wykonania działań.
Podpisanie umowy przez dostawcę jest warunkiem kontynuacji postępowania. Umowa zawiera wymagania dotyczące oceny zgodności odnoszące się tylko do kwestii związanych z zakresem wnioskowanej oceny.
Pozytywna ocena i spełnienie warunków umowy jest podstawą do wydania certyfikatu. Jeżeli jednostka notyfikowana stwierdza, że producent nie spełnił wymagań ustanowionych w odpowiednim prawodawstwie harmonizacyjnym lub w odpowiednich normach zharmonizowanych czy specyfikacjach technicznych, zobowiązuje ona producenta do podjęcia stosownych środków naprawczych, które muszą być zrealizowane przed wydaniem certyfikatu zgodności.
Ocena przeprowadzana jest przez wyznaczony kompetentny personel (zgodnie z przyjętym planem), który ma zapewniony dostęp do informacji i dokumentów niezbędnych do wykonania zadań związanych z oceną a klient informowany jest o przyjętym planie oceny.
Przeglądu wszystkich informacji i wyników oceny dokonuje, zgodnie z przyjętym planem przeglądu osoba, która nie była zaangażowana w procesy oceny. Przegląd obejmuje analizę dokumentacji i wyników oceny oraz zapisów dotyczących wykorzystania przez jednostkę wcześniej przeprowadzonych ocen zgodności dla innych klientów.
Zakres przeglądu w szczególności obejmuje ocenę:
- wniosku ze szczególnym uwzględnieniem określenia wyrobu umożliwiającego jego identyfikację,
- projektu i dokumentacji technicznej,
- przyjętych w procesie oceny zgodności norm lub innych dokumentów normatywnych,
- pobierania próbek do badań,
- zgodności przyjętej metody badań z normą lub innymi dokumentami normatywnymi oraz ocenę przeprowadzonych badań i uzyskanych wyników,
- przebiegu i wyników przeprowadzonych kontroli / inspekcji,
- wyposażenia do kontroli, pomiarów i badań stosowanego przez dostawcę oraz kompetencji jego personelu,
- zgodności oznaczenia wyrobu z wymaganiami.
Wynik przeglądu pozwala na podjęcie decyzji w sprawie udzielenia lub odmowy udzielenia certyfikatu zgodności. Producent umieszcza oznakowanie CE na każdym urządzeniu ciśnieniowym spełniającym wymagania określone w rozporządzeniu oraz sporządza w formie pisemnej deklarację zgodności UE.
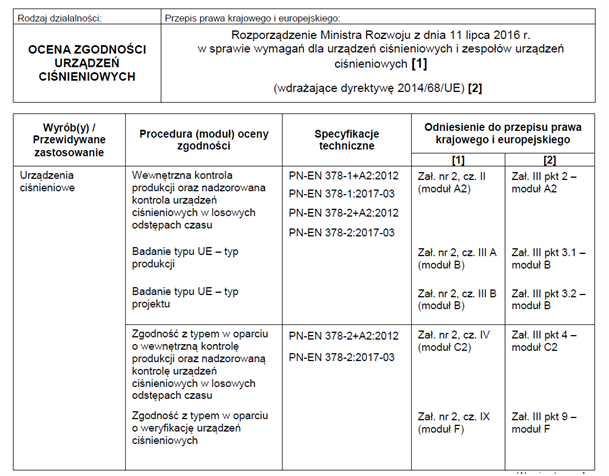
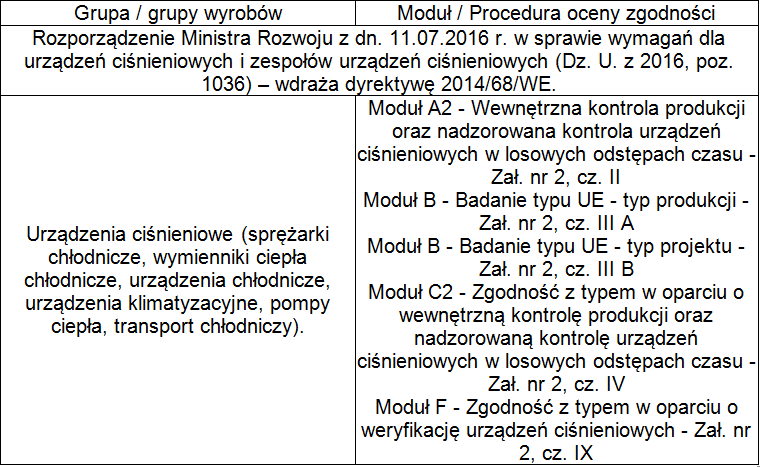
Przedstawiony powyżej schemat postępowania w procesie oceny zgodności stosowany jest również w jednostce notyfikowanej COCH Kraków (nr jednostki 1462 UE) działającej w zakresie oceny zgodności wyrobów z obszaru chłodnictwa, klimatyzacji i pomp ciepła z dyrektywą PED. Jednostka posiada akredytację Polskiego Centrum Akredytacji (certyfikat akredytacji AC036- zdjęcie 1), w tym jako jednostki oceniającej zgodność do celów notyfikacji i upoważnienie do prowadzenia ocen zgodności w ramach modułów oceny:
Jednostka działa w obszarze certyfikacji zgodności od ponad 20 lat.